

 当前位置:
当前位置:-
新闻资讯
- 激光应用
- 行业资讯
- 久恒风采
销售热线:17758118083
电话:0577-66871553
邮箱:sale@highlaser.cn
1688网店:https://laser2015.1688.com
总公司地址:浙江省瑞安市阁巷新区东二路138号32幢

激光熔覆提升热导率和燃烧效率
丰田汽车公司开发的激光熔覆气门座技术涉及一种直接沉积在气缸盖气门座上的耐磨合金。与传统的压入式烧结阀座相比,这种直接沉积工艺通过提高热导率来提高爆震阻力,并通过增加端口周围的设计灵活性来提高燃烧效率。
这项技术已在丰田新的全球架构发动机系列中采用,并实现了创新的气缸盖设计,有助于以世界上最快的燃烧速度改善热效率和功率之间的权衡关系(图1)。
为了使这项技术得以应用,公司开发了一种具有高可靠性设备的新型节能制造工艺作为丰田发动机系列的全球标准,以便于将这项技术部署到日本以外的生产工厂。

图1 TNGA发动机和车型(丰田凯美瑞)
TNGA engine:TNGA发动机;New Camry:新凯美瑞
激光熔覆阀座技术概述
丰田新全球架构(TNGA)是一种设计理念,旨在实现世界领先水平的热效率和比功率(图2)。这些目标是通过高速燃烧实现的,而高速燃烧的实现则依赖形成强烈的气流翻滚(这是高速燃烧所必需的)和降低进气阻力(提高比功率所必需的),两者往往有一种折衷关系。
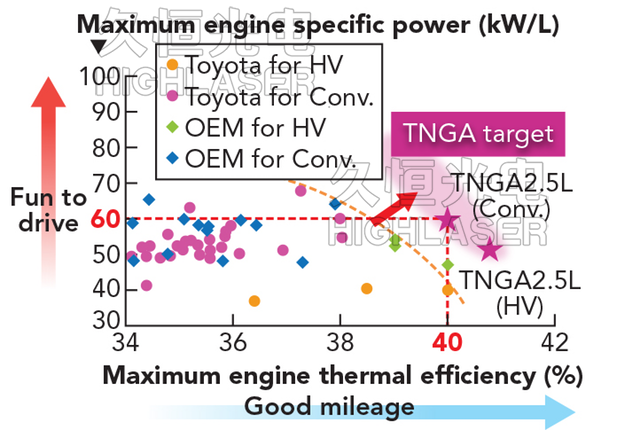
图2 热效率和比功率指标
Maximum engine specific power (kW/L): 发动机比功率的最大值
Maximum engine thermal efficiency (%): 发动机热效率的最大值
Fun to drive:驾驶乐趣;Good mileage:省油;TNGA target:TNGA指标
因此,一个创新的进气道设计是必要的,以实现强烈的气流翻滚和高流量系数。传统的压入式烧结阀座需要一定的基底厚度来固定阀座,从而对端口形状产生限制并会带来压力损失。然而,激光熔覆阀座可以将进气口设计成一个直流道,在保持高流速的同时使进气能够被吸入燃烧室(图3)。该阀座有助于实现高速燃烧,达到世界领先的热效率(40%)和比功率(60 kW/L)。

图3 压力装配和激光熔覆进气道设计及气流对比
Press-fit:压力装配;Laser-clad:激光熔覆;High thermal conductivity (improved cooling capacity):高导热性(提高了冷却能力)
Downsizing (improved design flexibility):小型化(改进的设计灵活性);Throat edge height:喉缘高度;Velocity:速度
全球推广面临的问题
激光熔覆技术在丰田日本工厂中被用于发动机气门阀座的批量生产始于1997年2月。在最初的生产过程中,通过优化激光、粉末和保护气的工艺参数以及旋转加工工件,即缸盖(图4),实现了稳定的熔覆质量。在此情况下,激光熔覆设备体积非常大,并且二氧化碳(CO2)激光热源消耗了大量的能量。CO2激光器由于转换效率低以及介质气体需要经常置换,运行成本高。此外,激光、粉末和气体在传统的激光熔覆设备中的相对定位非常复杂。
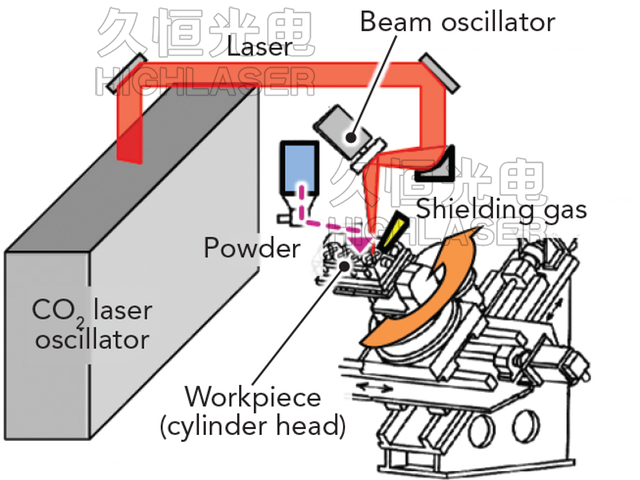
图4 激光熔覆阀座的传统工艺
Laser:激光;Beam oscillator:光束振荡器;CO2 laser oscillator:CO2激光振荡器
Powder:粉末;Shielding gas:保护气;Workpiece (cylinder head):工件(气缸盖)
TNGA系列发动机的全球生产,要求减少激光熔覆设备的尺寸、降低工艺能耗、简化维护和控制工艺。为了解决这些问题,开发了一种创新的激光熔覆工艺,以取代传统的工件旋转工艺。该工艺采用多个主轴同时控制,利用工具旋转工艺去控制加工点,并使用更为紧凑高效的半导体激光系统替代传统的CO2激光系统。
开发熔覆设备实现新工艺
为了实现工具旋转工艺过程从而有效控制加工点,开发人员研究了激光熔覆设备的主要部件:激光振荡器、送粉系统和工艺元素的定位机制(图5)。
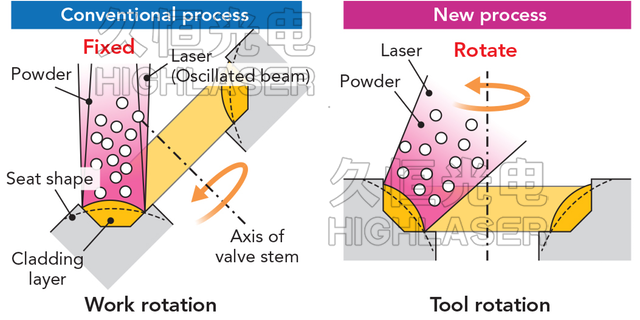
图5 两种工艺加工点的对比
Conventional process:传统工艺;New process:新工艺;Fixed:固定的;Powder:粉末
Laser(Oscillated beam):激光(振荡光束);Axis of valve stem:阀杆轴线;Seat sheap:气门座形状
Cladding layer:熔覆层;Work rotation:工件旋转;Rotate:旋转;Tool rotation:工具旋转
首先,激光振荡器由传统的CO2激光器转变为紧凑高效的半导体激光器。利用该半导体激光器的波长特性(铝基金属对该波长具有较高的激光吸收率),在减小熔覆设备尺寸的同时,提高了激光束功率的利用效率。此外,如图5所示,传统工艺需要整合用于光束振荡的光学系统,而新工艺则根据所需的熔覆形貌调整光束,不需要复杂的光学系统。因此,热源的能量密度较低,实现了温和的无溅射加工过程。
其次,重点开发粉末输送系统。由于在传统工艺中加工点是固定的,所以粉末输送系统也是固定的,这使得粉末可以通过重力输送到加工点。在新工艺下,工具的移动意味着用同样的方法很难获得稳定的粉末供应。
由于送粉器是一个极其精密的设备,若其与工具同步旋转很可能导致设备故障。鉴于此原因,它必须与工具隔离。因此,需要一个送粉器在不改变送粉总量的前提下,在单位时间内向隔离的加工点提供恒定的送粉量。这些问题通过采用以恒定的送粉气流量输送粉末的送粉器来实现。这是通过将传统的送粉器密封在一个气密性容器中,并将送粉器到加工点形成一个封闭系统来实现的(图6)。这种结构也有助于防止粉末污染,这是传统工艺的另一个问题。
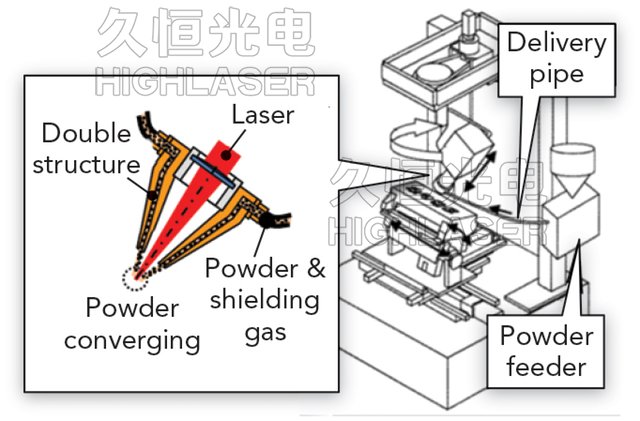
图6 粉末输送系统和喷嘴示意图
Laser:激光;Double structure:双重结构;Powder & shielding gas:粉末&保护气体
Powder converging:粉末汇聚;Delivery pipe:输送管路;Powder feeder:送粉器
最后,重点研究了工艺元素(激光、粉末和保护气体)的定位机理。在传统工艺中,每个工艺元素都有单独的供应路径和出口,并且对加工点分别进行位置调整。相比之下,新工具旋转过程需要一个更为刚性的相对定位机构。因此,开发了一种具有双管结构的加工喷嘴,通过同轴输送方法将三个工艺元素提供给加工点。这会自动在加工位置将激光焦点、粉末会聚点以及气体输送点对齐(图7)。

图7 新加工方法实际图
这些激光熔覆关键部件的开发使工具旋转过程得以采用,将能耗降低到不足传统工艺的五分之一,设备占地面积减少到不足传统工艺的三分之一。此外,所开发的加工喷嘴允许三个工艺元素(激光、粉末和气体)自动定位和固定,从而简化了生产现场的维护和控制。
